Surface Finish Effects on Laser Marking
Why One-Size-Fits-All Laser Parameters Fail
Many manufacturers use identical laser marking parameters across all their stainless steel components regardless of surface finish or alloy type. This common practice leads to inconsistent results, premature corrosion, and product failures that could have been avoided with proper surface-specific and alloy-specific calibration.
The costly assumption: Treating polished, satin-finished, and bead-blasted surfaces of 304, 316, and 420 stainless steel as if they were optically and thermally identical.
Ask yourself: Does your current laser marking vendor understand how surface reflectance affects optical penetration depth? Or how chromium content variations between alloys impact oxide layer formation?
Surface Finish Comparison
Surface finish dramatically alters how laser energy interacts with stainless steel. Despite having identical chemical composition, components with different surface treatments require fundamentally different laser parameters.
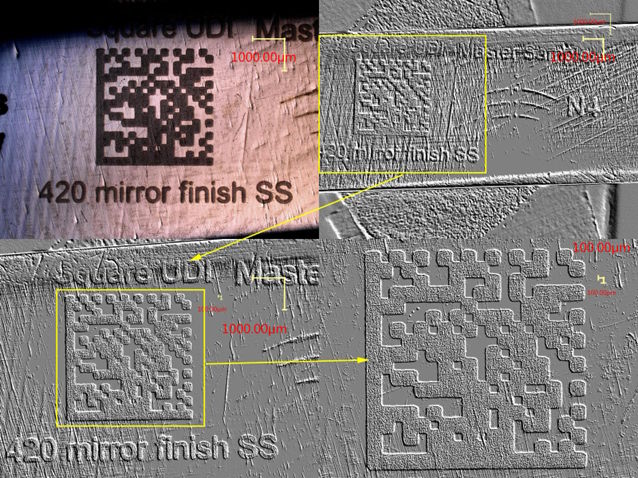
- High reflectivity (60-70%)
- Low surface area
- Limited energy absorption
- Requires higher power/lower speed
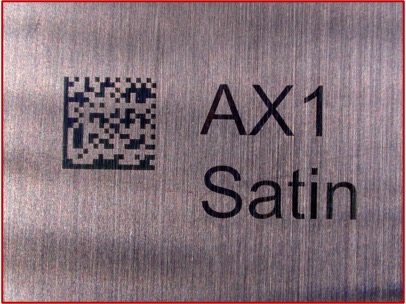
- Medium reflectivity (40-50%)
- Directional surface features
- Orientation-dependent absorption
- Requires directional parameter adjustments
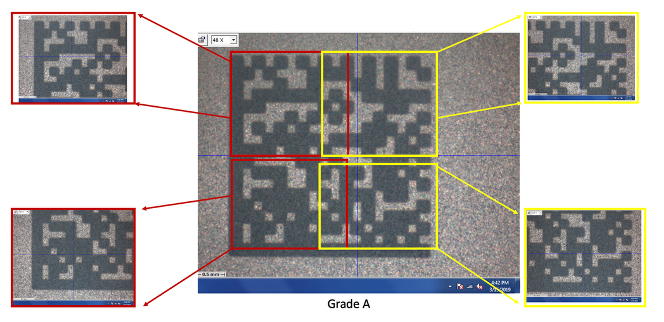
- Low reflectivity (25-35%)
- High surface area
- Enhanced energy absorption
- Requires lower power/higher speed
The Surface Finish Trap
Using parameters optimized for polished surfaces on bead-blasted components can generate excessive heat, creating a deep heat-affected zone (HAZ) that depletes critical chromium. Conversely, using bead-blast parameters on polished surfaces often produces weak, inconsistent marks that fail prematurely.
The Knowledge Gap Question
Ask yourself: When your vendor developed your laser marking parameters, did they measure the actual reflectance of your specific surface finishes? Did they calculate how this impacts optical penetration depth, heat-affected zone formation, and long-term corrosion resistance?
Most vendors develop a single parameter set in a controlled lab environment using polished samples, then apply those same settings across all components regardless of surface variation or alloy type.
Critical Issues When Using Universal Parameters
| Issue | Polished Surface | Satin Finish | Bead-Blasted Surface |
|---|---|---|---|
| Porous Fe-rich Oxide Formation | Minimal ✓ | Moderate Risk ⚠ | High Risk ✗ |
| Chromium Depletion Depth | Shallow (<0.5 μm) ✓ | Moderate (1-2 μm) ⚠ | Deep (>3 μm) ✗ |
| Heat-Affected Zone (HAZ) | Minimal ✓ | Variable ⚠ | Excessive ✗ |
| Autoclave Durability | <25 cycles ⚠ | <15 cycles ✗ | <10 cycles ✗ |
| Required Power Adjustment | Significant increase needed ⚠ | Standard reference point ✓ | Significant reduction needed ⚠ |
Industry Misconception Alert
Critical finding: Even when using picosecond lasers in the infrared spectrum (1064nm), UDI marks on 420 stainless steel cannot survive beyond 25 autoclave cycles when using standard parameters. This contradicts the common vendor claim that simply upgrading to a picosecond laser solves durability issues.
Ask yourself: Has your vendor provided documented evidence of autoclave testing specific to your surface finishes? Or are they relying on theoretical durability claims?